商品仕様
納期
仕様・概要
 ●
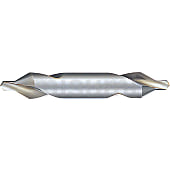
●ノンコートにより先端部のエッジが立ち、高い食いつき性を実現します。
●精度の高いモミ付けに最適です。
技術情報
【Question】
穴の位置決めと面取りを同時に加工して効率を上げたい
現在穴加工の工程は、(1)センタードリルによる位置決め → (2)ドリルによる穴加工 → (3)カウンタシンクで面取り を行っていますが、工程を短縮して効率化したいと思っています。良い方法はありませんか?

【Answer】
位置決めと面取りの同時加工による効率UP
従来のセンター穴角60°のセンタードリルでは位置決めは可能ですが、90°/120°の面取り加工を同時に行うことは不可能でした。
しかし、先端角90°/120°のNC用スポットドリル、面取り角90°センタードリルを使用することにより、面取り加工をかねた位置決め下穴加工が可能になります。
1. 先端角90°/120°NC用スポットドリル

2. 面取り角90°センタードリル

推奨切削条件
型番 SEC-NCSPD
| 被削材 | 機械構造用炭素鋼
(S45C~S55C) | 合金工具鋼
(SKD、SUS、SCM) | 調質鋼(35~40HRC)
(HPM、NAK) | アルミニウム合金 |
|---|
| 直径D | 送り量
(mm/rev) | 回転速度
(min-1) | 送り量
(mm/rev) | 回転速度
(min-1) | 送り量
(mm/rev) | 回転速度
(min-1) | 送り量
(mm/rev) | 回転速度
(min-1) |
|---|
| 0.5 | 0.015~0.03 | 11,250 | 0.015~0.03 | 9,000 | 0.007~0.022 | 6,000 | 0.03~0.09 | 22,500 |
| 1 | 0.015~0.03 | 7,500 | 0.015~0.03 | 6,000 | 0.007~0.022 | 3,370 | 0.03~0.09 | 15,000 |
| 2 | 0.022~0.045 | 6,000 | 0.022~0.045 | 3,750 | 0.015~0.03 | 1,650 | 0.045~0.112 | 11,250 |
| 3 | 0.03~0.06 | 4,120 | 0.03~0.06 | 3,370 | 0.022~0.045 | 1,120 | 0.06~0.135 | 9,000 |
| 4 | 0.037~0.075 | 3,000 | 0.037~0.075 | 2,470 | 0.03~0.06 | 820 | 0.075~0.15 | 7,120 |
| 5 | 0.037~0.075 | 2,620 | 0.037~0.075 | 2,100 | 0.037~0.075 | 670 | 0.09~0.165 | 6,000 |
| 6 | 0.045~0.09 | 1,870 | 0.045~0.09 | 1,720 | 0.037~0.075 | 560 | 0.105~0.18 | 4,800 |
| 8 | 0.06~0.112 | 1,500 | 0.06~0.112 | 1,270 | 0.045~0.09 | 410 | 0.12~0.195 | 3,600 |
| 10 | 0.075~0.135 | 1,270 | 0.075~0.135 | 1,050 | 0.06~0.112 | 330 | 0.135~0.21 | 2,850 |
| 12 | 0.09~0.157 | 1,120 | 0.09~0.157 | 900 | 0.075~0.135 | 260 | 0.15~0.225 | 2,400 |
基本情報
【特長】
・ノンコートにより先端部のエッジが立ち、高い食いつき性を実現。
・精度の高いモミ付けに最適
・再研磨可能。ご利用手順・対応範囲・価格・納期などは「再研磨サービス」専用ページをご確認ください。
(i)ご注意
- 「CADデータ」、「CAM・工具管理ソフト用データ」のある商品を絞り込む場合は、絞り込み条件該当項目の希望データを選択してください。(一部データのご用意がない商品もございます。)
詳細は「切削工具データダウンロードサービス」ページからご確認ください。




































































































































































































































































































































































































































































































































































サイト改善にご協力ください
MISUMIへのご意見をお聞かせください。
お送りいただいたご意見に対する、個別の返答はいたしかねます。
回答をご希望のお客さまは、お問い合わせフォームをご利用ください。
個人情報・お客さま情報保護方針
ご協力ありがとうございました。
お送りいただいたご意見に対する、個別の返答はいたしかねます。
回答をご希望のお客さまは、お問い合わせフォームをご利用ください。
個人情報・お客さま情報保護方針